

東莞大朗插齒加工的工藝特點
插齒和滾齒相比,在加工質量,生產率和應用范圍等方面都有其特點。
1.插齒加工的質量
(1)插齒的齒形精度比滾齒高滾齒時,形成齒形包絡線的切線數量只與滾刀容屑槽的數目和基本蝸桿的頭數有關,它不能通過改變加工條件而增減;但插齒時,形成齒形包絡線的切線數量由圓周進給量的大小決定,并可以選擇。此外,制造齒輪滾刀時是近似造型的蝸桿來替代漸開線基本蝸桿,這就有造型誤差。而插齒刀的齒形比較簡單,可通過高精度磨齒獲得精確的漸開線齒形。所以插齒可以得到較高的齒形精度。
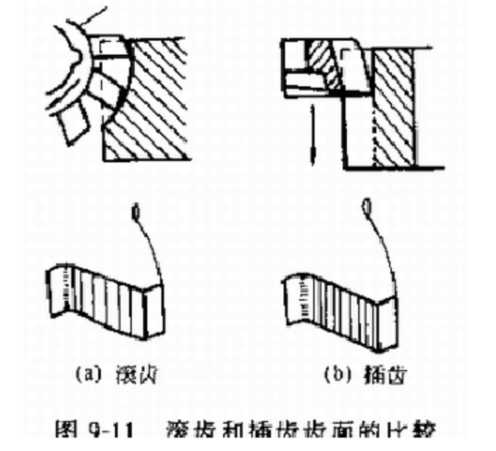
(2)插齒后齒面的粗糙度比滾齒細這是因為滾齒時,滾刀在齒向方向上作間斷切削,形成如圖9-11a所示的魚鱗狀波紋;而插齒時插齒刀沿齒向方向的切削是連續的,如圖9-11b所示。所以插齒時齒面粗糙度較細。
(3)插齒的運動精度比滾齒差這是因為插齒機的傳動鏈比滾齒機多了一個刀具蝸輪副,即多了一部分傳動誤差。另外,插齒刀的一個刀齒相應切削工件的一個齒槽,因此,插齒刀本身的周節累積誤差必然會反映到工件上。而滾齒時,因為工件的每一個齒槽都是由滾刀相同的2-3圈刀齒加工出來,故滾刀的齒距累積誤差不影響被加工齒輪的齒距精度,所以滾齒的運動精度比插齒高。
(4)插齒的齒向誤差比滾齒大插齒加工時的齒向誤差主要決定于插齒機主軸回轉軸線與工作臺回轉軸線的平行度誤差。由于插齒刀工作時往復運動的頻率高,使得主軸與套筒之間的磨損大,因此插齒的齒向誤差比滾齒大。所以就插齒加工精度來說,對運動精度要求不高的齒輪,可直接用插齒來進行齒形精加工,而對于運動精度要求較高的齒輪和剃前齒輪(剃齒不能提高運動精度),則用滾齒較為有利。
2.插齒加工的生產率切制模數較大的齒輪時,插齒加工速度要受到插齒刀主軸往復運動慣性和機床剛性的制約;切削過程又有空程的時間損失,故生產率不如滾齒高。只有在插齒加工小模數、多齒數并且齒寬較窄的齒輪時,插齒加工的生產率才比滾齒高。
3.滾插齒的應用范圍:
(1)插齒加工帶有臺肩的齒輪以及空刀槽很窄的雙聯或多聯齒輪,只能用插齒。這是因為:
插齒刀“切出”時只需要很小的空間,而滾齒則滾刀會與大直徑部位發生干涉。
(2)加工無空刀槽的人字齒輪,只能用插齒;
(3)加工內齒輪,只能用插齒。
(4)加工蝸輪,只能用滾齒。
(5)加工斜齒圓柱齒輪,兩者都可用。但滾齒比較方便。插制斜齒輪時,插齒機的刀具主軸上須設有螺旋導軌,來提供插齒刀的螺旋運動,并且要使用專門的斜齒插齒刀,所以很不方便。
相關標簽:插齒加工
相關資訊
.JPG "CD紋高光")



同類文章排行
- 我們擅長做的滾花工藝有哪些方法和形式
- 一起探討鋁件、鋁件加工方法
- 【誠聘】數控車床師傅!
- 耳殼,耳機耳殼,戴式耳機外殼,海晟9年精密的cd紋高光
- 新上線!海晟五金企業PPT展示頁面
- 學習筆記:鋁氧化著色工作經驗
- 陽極氧化預處理工藝更新
- 大朗鋁硬質氧化表面處理核心的技術與鋁氧化加工處理
- 陽極氧化與化學氧化的異同
- 陽極氧化處理在近幾年中沒有實質性的突變
最新資訊文章
- 我們擅長做的滾花工藝有哪些方法和形式
- 數控車床是什么?
- 一起探討鋁件、鋁件加工方法
- 什么是鏡頭圈?
- 旋鈕應用在不同領域中
- 什么是車床加工?
- 【誠聘】數控車床師傅!
- 裝飾件,裝飾片,精美的裝飾件怎能讓人不心動
- 電腦鑼與CNC的區別?
- 電腦鑼是cnc嗎?
您的瀏覽歷史


